


Factory
Seamless Steel Pipe Production Features Processes
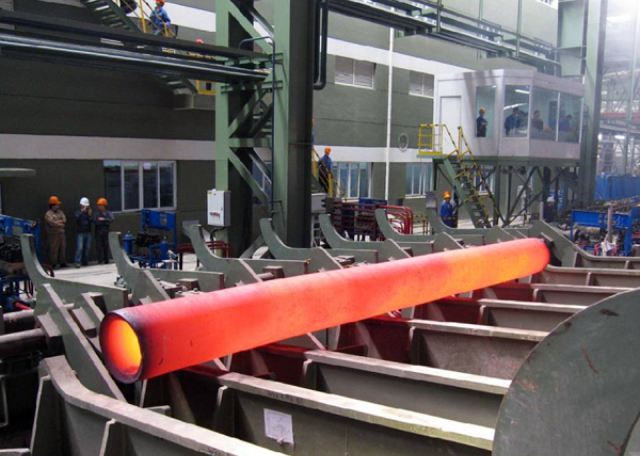
Hot Rolling
The hot rolling process is one of the most critical manufacturing methods for seamless steel pipes. The process begins with a high-quality solid round billet, which is carefully selected and heated in a rotary hearth furnace to temperatures typically above 1200°C. This high temperature enhances the billet’s plasticity, making it suitable for deformation. Once heated, the billet undergoes piercing using a rotary piercer, transforming the solid billet into a hollow shell—this is the core step that differentiates seamless pipes from welded ones. The hollow shell is then processed through elongation mills (such as mandrel mills or plug mills), where it is continuously rolled to reduce wall thickness and increase length. During this stage, precise control of rolling parameters ensures uniform wall thickness and concentricity. The pipe then passes through a sizing or stretch-reducing mill, where its outer diameter is accurately calibrated to meet required specifications. After forming, the pipe undergoes controlled cooling, straightening, and heat treatment (such as normalizing or quenching and tempering) to refine its microstructure and enhance mechanical performance. Finally, it is subjected to finishing processes including cutting, end facing, non-destructive testing (UT, ET), hydrostatic testing, and surface inspection to ensure compliance with international standards.

Cold drawing is a key finishing process for seamless steel pipes, designed to achieve high dimensional accuracy, superior surface quality, and enhanced mechanical performance—ideal for precision applications such as automotive, machinery, and hydraulic systems. The process starts with a hot-rolled seamless steel pipe, which is first pickled and cleaned to remove scale and impurities. A lubrication coating (such as phosphating or soap) is then applied to reduce friction during drawing. The seamless steel pipe is pulled through a precision die and mandrel at room temperature, reducing its diameter and wall thickness while improving concentricity. Depending on requirements, this process may be repeated multiple times, with intermediate annealing to restore ductility and relieve internal stress. After reaching the target dimensions, the pipe undergoes heat treatment, straightening, cutting, and rigorous inspections such as non-destructive testing (UT/ET) and dimensional checks to ensure compliance with strict standards.
Welded Steel Pipe Production Features Processes
Longitudinal Seam Weldeding
The process begins with high-quality steel coils or plates, which are leveled and edge-milled to ensure precise geometry. The material is then formed into a cylindrical shape through roll forming or press forming. Next comes the critical step—longitudinal welding along the steel pipe axis. Depending on the method, this can be high-frequency welding (ERW) or submerged arc welding (LSAW), both ensuring strong, continuous weld seams. After welding, the steel pipe undergoes seam treatment, including weld bead removal and heat treatment to eliminate residual stress and improve toughness. The steel pipe is then processed through sizing and straightening, followed by rigorous non-destructive testing (UT, RT, ET) and hydrostatic testing to ensure weld integrity and overall quality. Final steps include cutting, beveling, coating, and marking according to project requirements.


Electric Resistance Welding
The process starts with high-quality steel coils, which are uncoiled, leveled, and edge-trimmed to ensure dimensional accuracy. The strip is then fed into a series of forming, gradually shaping it into a cylindrical steel tube. As the edges come together, a high-frequency electric current is applied, generating heat through electrical resistance. The edges are heated to a plastic state and immediately forged together under pressure, forming a solid-phase weld without filler material. After welding, the steel pipe undergoes weld seam treatment, including removal of internal and external burrs, followed by online heat treatment to relieve residual stress and improve weld toughness. The steel pipe is then passed through sizing and straightening units to achieve precise outer diameter and roundness. Finally, each steel pipe is subjected to strict quality control, including non-destructive testing (UT/ET), hydrostatic testing, and dimensional inspection, ensuring compliance with international standards.
Spiral Submerged Arc Welding
The process begins with high-quality hot-rolled steel coils, which are uncoiled and leveled to ensure flatness and stability. The strip is then fed into a forming machine, where it is continuously bent into a spiral (helical) shape at a controlled angle. This unique forming method allows a single steel strip to produce steel pipes of various diameters. As the spiral seam is formed, submerged arc welding (SAW) is applied on both the inside and outside of the steel pipe simultaneously or sequentially. The welding process takes place under a layer of granular flux, which protects the weld pool from atmospheric contamination and ensures deep penetration and high weld quality. After welding, the steel pipe undergoes seam inspection, ultrasonic testing (UT), radiographic testing (RT), and hydrostatic testing to ensure structural integrity. The steel pipe is then cut to length, straightened, beveled, and coated according to project specifications.
